Дәнекерлеу электроды a металлгазбен пісіру немесе электрмен дәнекерлеу кезінде дәнекерлеу жұмысының түйісуінде балқытылатын және толтырылатын штанг. Әдетте электродтың материалы дайындаманың материалымен бірдей болады.
Мұнда біз дәнекерлеу электродының қалай құралғанын түсінеміз.
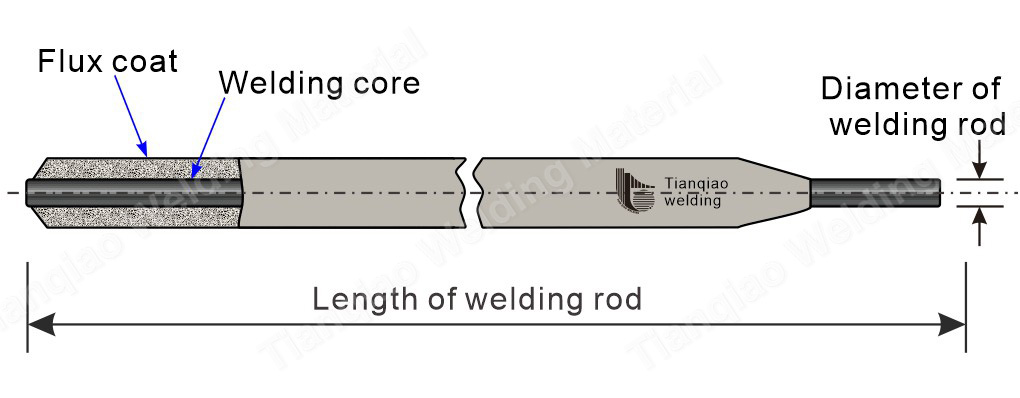
Сурет 1 Tianqiao дәнекерлеу электродының құрылымы
Дәнекерлеу электроды - пісіру штангасын доғалық дәнекерлеуге арналған жабынмен қапталған балқытатын электрод. Ол жабын мен дәнекерлеу өзегінен тұрады.
Дәнекерлеу таяқшасында қаптамамен қапталған металл өзек деп аталады дәнекерлеу өзегі. Дәнекерлеу өзегі әдетте белгілі бір ұзындығы мен диаметрі бар болат сым болып табылады.

2 -сурет Tianqiao дәнекерлеу электродының өзегі
Ядроның екі функциясы
1. Электр энергиясын жылуға айналдыру үшін дәнекерлеу тогын жүргізіңіз және доғаны жасаңыз.
2. Дәнекерлеу өзегінің өзі толтырғыш металл ретінде ериді және дәнекерлеу үшін сұйық негізді металмен қосылады. Электродпен дәнекерлеу кезінде өзек металы бүкіл дәнекерленген металдың бір бөлігін алады. Сондықтан дәнекерлеу өзегінің химиялық құрамы пісіру сапасына тікелей әсер етеді. Сондықтан электродтың өзегі ретінде пайдаланылатын болат сымның маркасы мен құрамы бөлек көрсетілген.
Электродты жабудәнекерлеу өзегінің бетіне қолданылатын жабын қабатын білдіреді. Дәнекерлеу процесінде жабын ыдырайды және балқытылады, ол механикалық қорғауда, металлургиялық өңдеуде және технологиялық өнімділікті жақсартуда маңызды рөл атқаратын газ мен қожды құрайды.

3 -сурет Tianqiao дәнекерлеу электродын жабу
Қаптаманың құрамына мыналар кіреді: минералдар (мәрмәр, фтор, т.б.), ферроқорытпалар мен металл ұнтақтары (мысалы, ферромарганец, ферро титан және т.б.), органикалық заттар (мысалы, ағаш ұны, целлюлоза және т.б.), химиялық өнімдер (мысалы, титан диоксиді, су шыны және т.б.). Электродты жабу дәнекерлеудің сапасын анықтауда маңызды фактор болып табылады.
Дәнекерлеу процесінде қаптаудың негізгі функциялары
1. Доғаның жануының тұрақтылығын жақсарту:
Қапталмаған электрод доғаны тұтату оңай емес. Ол тұтанса да, ол тұрақты күйе алмайды.
2. Дәнекерлеу пулын қорғаңыз:
Дәнекерлеу процесінде дәнекерлеу тігісіне ауадағы оттегі, азот және су буы енеді, бұл дәнекерлеу тігісіне кері әсерін тигізеді. Тесіктердің пайда болуы ғана емес, сонымен қатар дәнекерлеудің механикалық қасиеттерін төмендетеді, тіпті жарықтар тудырады. Электрод жабыны ерігеннен кейін доғаны және балқытылған бассейнді жабатын көп мөлшерде газ пайда болады, бұл балқытылған металл мен ауа арасындағы әрекеттестікті төмендетеді. Дәнекерді салқындату кезінде балқытылған жабын шлак қабатын құрайды, ол дәнекерлеудің бетін жабады, дәнекерленген металды қорғайды және оны баяу салқындатады, бұл кеуектілік мүмкіндігін азайтады.
Үшінші, дәнекердің тотықсыздандырылғанын және күкірттен тазартылғанын және фосфор қоспаларының болуын қамтамасыз ету
Дәнекерлеу процесінде қорғаныс жүргізілсе де, металл мен қорытпа элементтерін тотықтыру, қорытпа элементтерін күйдіру және дәнекерлеу сапасын төмендету үшін балқытылған бассейнге аз мөлшерде оттегінің түсуі сөзсіз. Сондықтан, балқытылған бассейнге түскен оксидтерді азайту үшін электродты жабуға тотықсыздандырғышты (мысалы, марганец, кремний, титан, алюминий және т.б.) қосу қажет.
4. Дәнекерлеу үшін легірлеуші элементтерді толықтыру:
Доғаның жоғары температуралық әсерінен дәнекерленген металдың легірлеуші элементтері буланып, күйіп кетеді, бұл дәнекерлеудің механикалық қасиеттерін төмендетеді. Сондықтан, қорытпа элементтерінің күйген жоғалуын өтеу үшін және дәнекерлеудің механикалық қасиеттерін қамтамасыз ету немесе жақсарту үшін жабын арқылы дәнекерлеуге тиісті легірлеуші элементтерді қосу қажет. Кейбір легирленген болаттарды дәнекерлеу үшін, сонымен қатар, қорытпаны дәнекерлеуішке жабын арқылы ендіру қажет, осылайша дәнекерленген метал негізгі металдың металл құрамына жақын болуы мүмкін, ал механикалық қасиеттері оны ұстап тұруы немесе одан асып кетуі мүмкін. негізгі металл.
5. Дәнекерлеу өнімділігін жақсарту және шашырауды азайту:
Электродты жабу тамшыны көбейтуге және шашырауды азайтуға әсер етеді. Электрод жабынының балқу температурасы өзектің дәнекерлеу нүктесінен сәл төмен. Дегенмен, дәнекерлеу өзегі доғаның ортасында болғандықтан және температура салыстырмалы түрде жоғары болғандықтан, алдымен дәнекерлеу өзегі ериді, ал жабын сәл кейінірек ериді. Сонымен қатар, шашырау нәтижесінде металл жоғалуы төмендегендіктен, шөгу коэффициенті жоғарылайды, сонымен қатар дәнекерлеу өнімділігі жақсарады.
Дәнекерлеу электродының құрамы Қатысты бейне:
Агрессивті баға диапазонына келетін болсақ, сіз бізді жеңе алатын нәрсені алыстан іздейсіз деп ойлаймыз. Біз мұндай баға диапазонындағы осындай жоғары сапа үшін біз ең төменгі деңгейдегі екендігімізге сенімді түрде сенімді түрде айта аламыз6013 дәнекерлеу таяқшасы , Mangalam дәнекерлеу машинасы , Дәнекерлеуге қатаң қарайтын электрод, Біздің миссия - «Өнімдерді сенімді сапамен және қолайлы бағамен қамтамасыз ету». Біз әлемнің түкпір -түкпіріндегі клиенттерді болашақ іскерлік қарым -қатынас және өзара табысқа жету үшін бізге хабарласуға шақырамыз!